
Поскольку мы производим омыватели камер автомобиля, мы давно погружены тему изготовления деталей из пластмасс. Поделимся некоторыми соображениями на эту тему.
3D-печать и литье под давлением — совершенно разные процессы, но оба занимают важное место в производстве.
Что общего?
Обе технологии широко используются в производстве и обе отлично подходят для производства пластиковых деталей или прототипов. И 3D-печать, и литье под давлением начинаются с цифрового 3D-дизайна.
Что нужно для 3D-печати?
3д принтер. Вы можете найти любой 3д-принтер под свои потребности и бюджет.
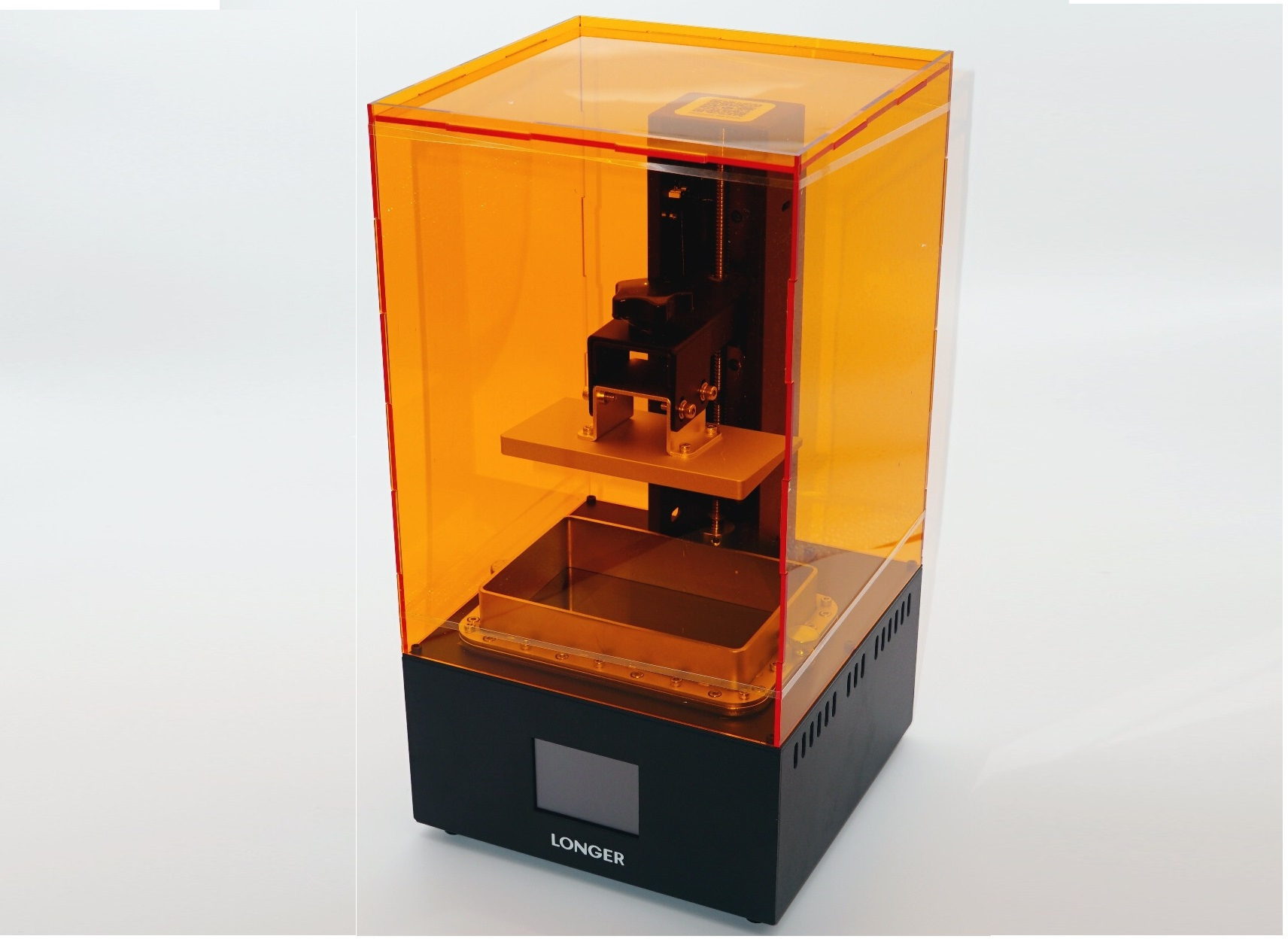
Нить / фотополимерная смола. В 3D-принтерах используются катушки с пластиковой нитью, которые подаются в принтер, плавятся и выдавливаются на основание принтера для формирования объекта или фотополимерная смола для фотополимерной печати. Существует множество различных материалов, которые проявляют множество свойств, от термопластов, разработанных для начинающих, до смесей с камнем, металлом и деревом, с которыми сложнее манипулировать.


Что нужно для литья под давлением?
Термопластавтомат. Для литья под давлением требуется специальная инжекционно-литьевая машина, которая содержит бункер для материала, поршень и цилиндр с кольцевым нагревательным элементом.
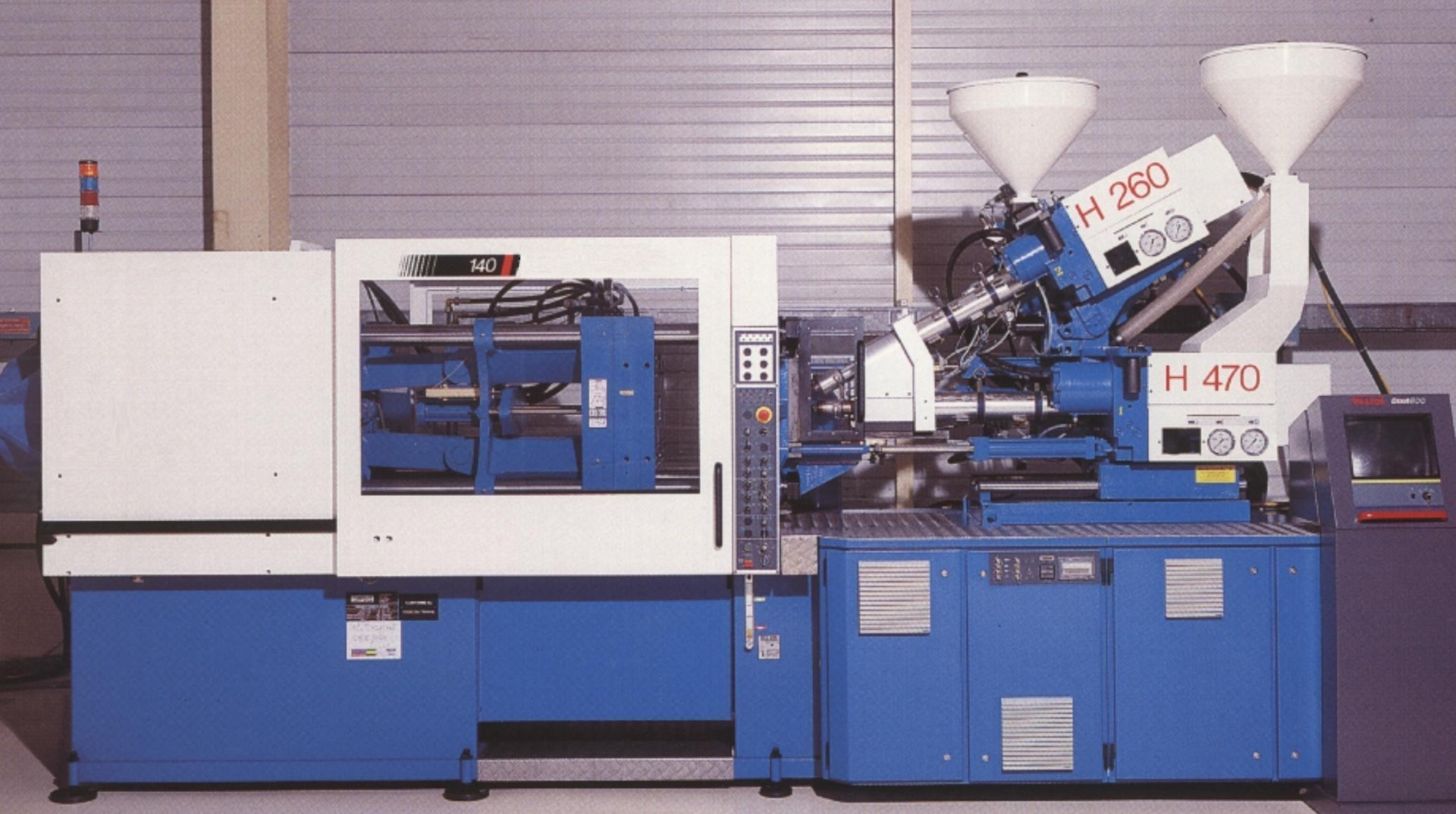
Термопластавтомат (инжекционно-литьевая машина).
Формы для объекта. Пресс-форма — это самый ценный инструмент для литья под давлением. Прессформы дорого создавать из уникальных конструкций. Обычно пресс-формы изготавливаются из закаленной стали, алюминия или медного сплава, чтобы выдерживать высокую температуру процесса впрыска.
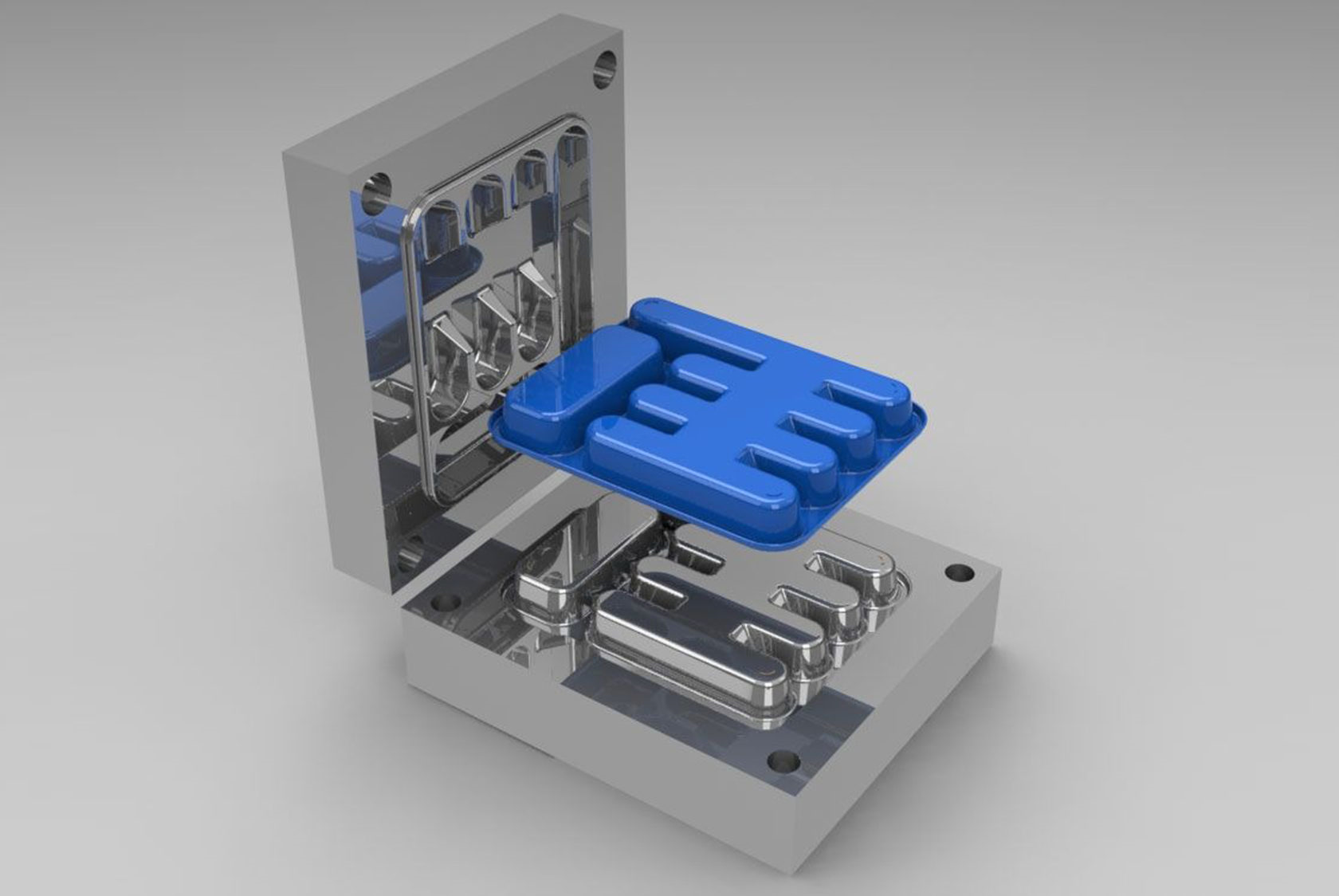
Пресс-орма с изделием
Материал для продукции. Как и филаменты для 3D-печати, доступен широкий спектр материалов для литья под давлением. Металлические сплавы и пластмассовые полимеры популярны для изготовления деталей машин и других заменяемых предметов. Опять же, конкретный материал, который вам нужен, зависит от того, что вы делаете.
Что выбрать?
Литье под давлением и 3D-печать имеют различную механику сборки детали. При литье жидкость впрыскивается в форму для охлаждения в твердую деталь, а при печати наносится несколько слоев расплавленного пластика, чтобы построить деталь снизу вверх. 3D-печать позволяет реализовать инновационный дизайн в течение нескольких часов, литье пластмасс под давлением остается отраслевым стандартом для высококачественного, надежного крупносерийного производства.
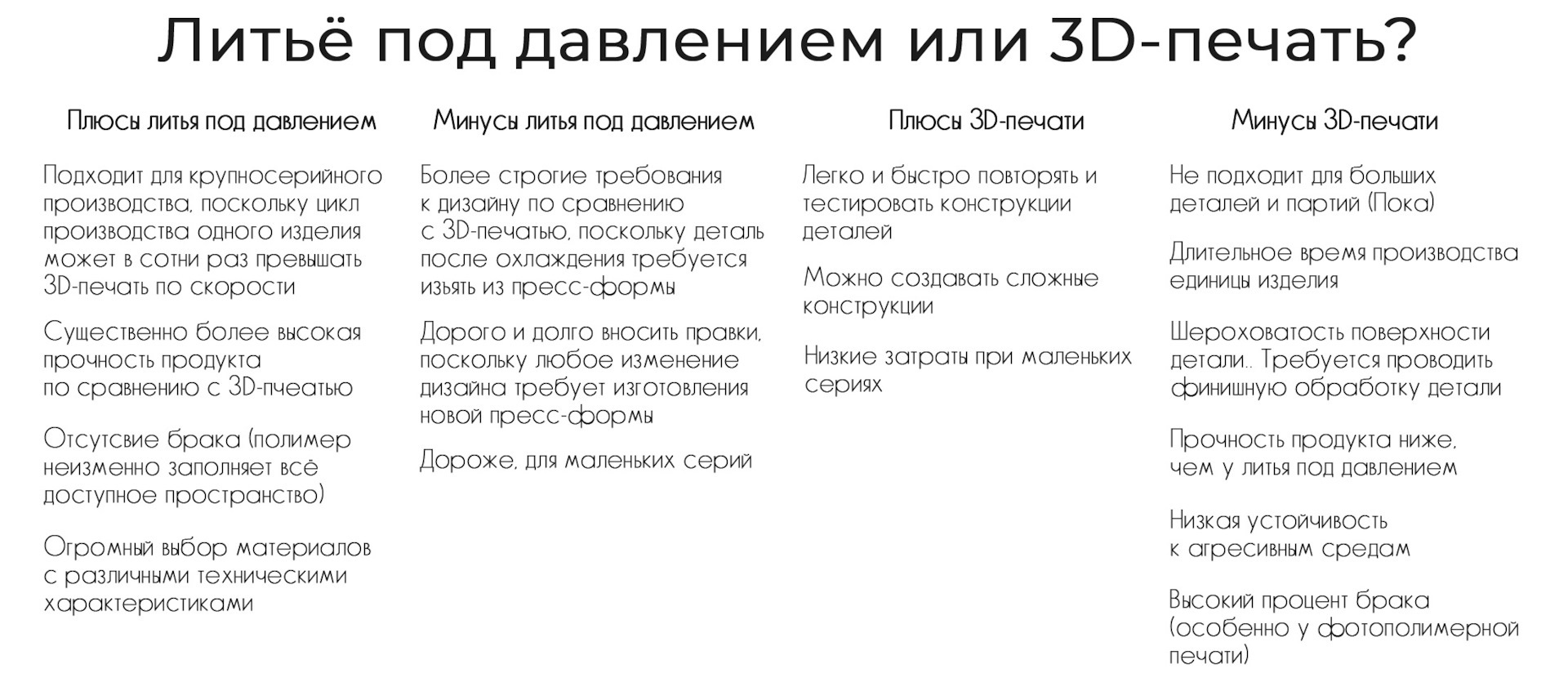
Вопрос о литье пластмасс под давлением или 3D-печати сводится к требованиям вашего проекта. У каждого процесса есть свои плюсы и минусы, которые могут помочь вам принять решение.
Подходит ли 3D-печать для изготовления омывателя камеры?
При печати на принтере FDM возможно подтекание омывающей жидкости между слоями, изделие получается довольно грубым и требует серьезной постобработки, а скорость печати не обеспечивает крупносерийного производства.
Фотополимерная печать даёт более однородную структуру изделия, но технология имеет много болячек. В том числе низкую прочность изделия и слабую стойкость к агрессивным жидкостям. А омывающая жидкость, рассчитанная на -30 С может содержать этиловый или метиловый спирт. Особенно если Вы по необходимости воспользуетесь безымянной омывающей жидкостью, которую продают на дорогах. Именно эти спирты рекомендуют в качестве растворителей фотополимерных смол.
Воздействие прямых солнечных лучей на готовое изделие тоже требует изучения, поскольку особенность фотополимерных смол в том, что они меняют свои характеристики под воздействием света.
Выводы
3D-печать и литье под давлением предлагают уникальные преимущества. 3D-печать обеспечивает отличное соотношение цены и времени обработки в малых объемах, а также предлагает почти полную геометрическую свободу. Кроме того, многие 3D-принтеры могут работать в домашних условиях, и цикл обучения технологии не особенно сложный. С другой стороны, 3D-печать не обеспечивает экономии при серийном производстве детали. Деталь на выходе имеет ограниченные механические свойства и нуждается в тщательной постобработке, а диапазон выбора материала существенно уже в сравнении с литьем.
Литье под давлением совместимо с широким спектром материалов и, как правило, может достигать жестких допусков. После установки оснастки процесс работает очень быстро и без участия человека, а стоимость детали снижается пропорционально размерам партии, что делает ее пригодной для массового производства. Формованные детали также требуют существенно меньшей постобработки, чем 3D-печатные детали. Ограничения литья под давлением включают в себя высокие затраты на предварительные инструменты и значительные проектные ограничения.
Резюме, применительно к нашей теме
В процессе разработки омывателя камеры мы радостно используем технологию 3D-печати для изготовления многочисленных прототипов или опытных образцов для примерок. Это удобно, чтобы довести геометрию изделия до ума. После успешной примерки, когда мы убедимся в том, что омыватель штатно устанавливается, выглядит эстетично, форсунка правильно расположена относительно объектива камеры и совершенно не видна на экране головной системы, мы приступаем к самой сложной и дорогостоящей части работы — проектированию и изготовлению пресс-формы для термопласт-автомата.
Ещё одна важная деталь, которая мешает качественному изготовлению омывателя на фотополимерном принтере — слишком мягкий непрочный и хрупкий. Это приводит к множеству проблем и вот главные из них:
1. Невозможно установить регулируемую металлическую фосунку, поскольку эластичный материал не способен удержать её при высоком давлении омывающей жидкости. Шарик просто будет выстреливать из установочного места.
2. Крайне ограниченные возможности по изготовлению фиксирующих зазщёлок в теле корпуса омывателя.
Таким образом, по нашему мнению, 3D-печать прекрасно подходит для промежуточного этапа разработки омывателя, но совершенно не годится для их серийного производства для дальнейшего распространения.
Полный перечень омывателей камер заднего вида и переднего обзора в наличии можно посмотреть по ссылке >>




Нет комментариев
Удивительно, но никто не оставил ни одного комментария. Вы можете стать первым!